2026-06-07
In modern metal packaging, the cap is a small component with a large responsibility. It affects sealing performance, appearance, stacking stability, filling efficiency, transportation safety, and the consumer’s first impression of the finished container. For aerosol cans, chemical cans, food cans, and specialty tinplate containers, the quality of the cap or dome must be consistent from the first stroke to the last. A high-speed tin can cap production line is therefore not merely a press with tooling; it is a coordinated manufacturing system designed to transform tinplate or other metal sheet materials into accurate, repeatable, and commercially reliable can components.
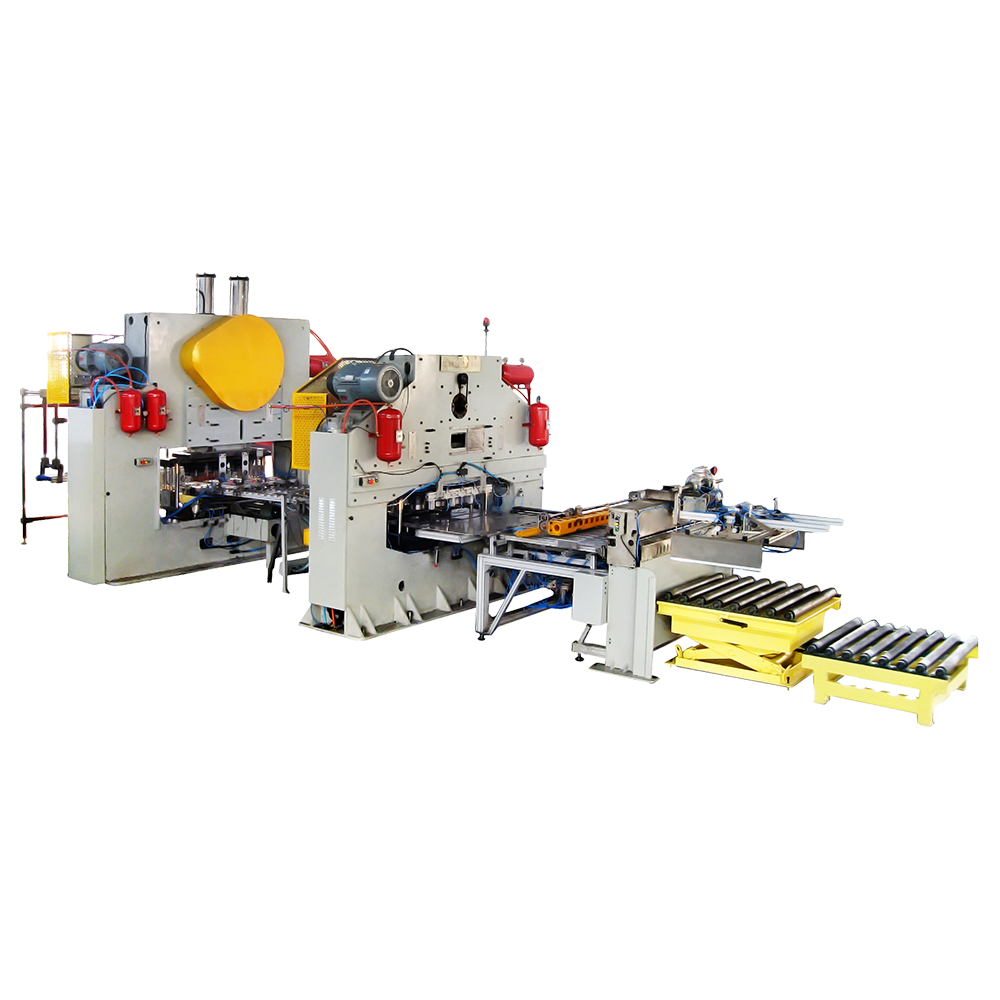
The Tin Can Cap Production Line described here is designed for automatic punch pressing in metal can making, with production speeds tailored to cap size and tooling configuration. Depending on the model and die arrangement, the line can support operating speeds from 80 to 500 caps per minute, while the press itself can reach up to 150 strokes per minute under suitable conditions. This gives can manufacturers the flexibility to match their output requirements, from medium-volume specialty production to large-scale industrial cap manufacturing.
As part of aerosol cone and dome making, the line provides strong forming capability, reliable stroke control, and an O-frame pressing structure suitable for demanding metal forming applications. It is built for customers who require stable performance, accurate dimensions, flexible can-size adaptation, and long-term equipment value. More importantly, it reflects the broader manufacturing strength of a specialized can-making machinery producer with decades of experience, advanced CNC machining capability, and mature knowledge of can body, can lid, aerosol can, chemical tank, food can, beverage can, and two-piece can production technologies.
The Tin Can Cap Production Line is an automatic cap forming solution for tinplate and metal can manufacturing. Its core application is punch pressing, especially for caps, cones, domes, and related formed metal components used in aerosol packaging and other can-making fields. The system is identified with the CNC-C model series and supports various tailor-made can sizes, allowing customers to configure production according to actual cap diameter, forming depth, sheet size, production speed, and die quantity.
The line is suitable for manufacturers who need a dependable and scalable cap-making system. In many factories, production demand is not fixed. One customer may produce smaller caps at high speed, while another may require larger or deeper caps with lower speed but higher forming force. A flexible press line must therefore provide both mechanical strength and process adaptability. This production line addresses those needs through multiple model options, including presses with working pressures from 120 kN to 900 kN, ram stroke distances from 140 mm to 190 mm, and configurations that can support one die, two dies, three dies, or up to five dies.
The machine is automatic in operation, which reduces manual handling, improves consistency, and supports continuous production. In cap manufacturing, automation is especially valuable because small deviations can accumulate rapidly at high speeds. An automatic line helps maintain feeding accuracy, forming repeatability, and output stability. This improves production efficiency while also reducing the chance of material waste, tooling damage, and downstream assembly issues.
For cap producers, one of the most important advantages is that the line can be tailor-made for various can sizes. Instead of forcing customers to adapt their product range to a limited machine specification, the system can be configured around the customer’s actual production plan. This is especially useful for factories producing aerosol cones and domes, because aerosol packaging often requires precise component geometry, smooth forming surfaces, and reliable compatibility with can bodies, valves, and end closures.
A can cap may appear simple, but its manufacturing requirements are strict. The cap must be dimensionally accurate, strong enough to withstand pressure and handling, and smooth enough to support coating integrity and safe assembly. In aerosol cans, the cone and dome components are particularly critical because they contribute to pressure resistance and structural performance. If the cap geometry is unstable, the finished can may face leakage risk, poor crimping, deformation during filling, or rejection during quality inspection.
High-quality cap production also affects line efficiency in the broader can factory. A cap with inconsistent diameter or edge shape can slow down assembly equipment. Irregular forming depth may interfere with seaming or valve installation. Surface scratches may damage protective coatings and create corrosion concerns. In high-volume production, even a small defect percentage can result in substantial material loss. Therefore, cap production must combine speed with accuracy, not sacrifice one for the other.
The Tin Can Cap Production Line is designed to support both productivity and quality. The automatic punch pressing process helps maintain stable part geometry. The O-frame press structure provides the rigidity required for repeated forming. Multiple models allow customers to select adequate working pressure and stroke distance, helping avoid underpowered forming or unnecessary energy consumption. With the right die configuration, manufacturers can achieve high output while maintaining cap consistency.
Compared with simpler or lower-cost equipment, this kind of specialized production line offers better long-term value because it is designed around real industrial production conditions. It is not only about making a cap once; it is about making millions of caps with controlled quality, predictable output, and manageable maintenance requirements. This is the difference between general-purpose machinery and professional can-making equipment.
The production line includes several technical characteristics that make it suitable for demanding cap manufacturing. Its automatic operation supports continuous production. Its punch pressing application enables accurate forming of tinplate and metal components. Its tailor-made can-size capability allows the equipment to serve different market segments. Its speed range can accommodate both lower-volume specialized production and high-volume manufacturing.
The O-frame pressing design is especially important. In metal forming, press rigidity directly affects product accuracy and tool life. When the frame is stable, the press can maintain alignment between upper and lower dies more effectively. This reduces uneven forming, minimizes die wear, and improves dimensional repeatability. An O-frame structure is well suited to operations that require balanced force transmission and reliable stroke performance.
Working pressure options include 120 kN, 160 kN, 450 kN, and 900 kN depending on the selected model. This wide range allows the line to be applied to different cap sizes, metal thicknesses, forming depths, and die quantities. Smaller or less demanding components may not require the highest tonnage, while larger or deeper products benefit from greater forming force. By matching machine capacity to production requirements, customers can improve efficiency and avoid excessive mechanical load.
The ram stroke distance ranges from 140 mm to 190 mm. A longer stroke can support deeper forming processes, while a shorter stroke may be advantageous for faster production of shallower parts. The maximum lift depth ranges from 35 mm to 55 mm, providing flexibility for different cap and dome profiles. Maximum shut height and adjustment ranges also support tooling setup and process optimization.
The maximum sheet size is 1150 × 1150 mm for key configurations, enabling compatibility with common sheet formats used in metal packaging. The production line can therefore integrate efficiently into sheet-fed metal component manufacturing. Depending on the model, main power ranges from 7.5 kW to 22 kW, while total power ranges from 40 kW to 65 kW. These specifications reflect the industrial nature of the equipment and its ability to support sustained production.
The CNC-C model series provides several configurations for different production capacities. Customers can select a model based on working pressure, stroke distance, die quantity, output target, product size, and workshop conditions. The following table summarizes important technical information from the product range.
| Specification | CNC-C2L | CNC-C2H | CNC-C1B-L | CNC-C1H-2 | CNC-CVI-L | CNC-C3 | CNC-CVI-H | CNC-C9 |
| Working Pressure | 450 kN | 450 kN | 900 kN | 900 kN | 120 kN | 120 kN | 120 kN | 160 kN |
| Ram Stroke Distance | 140 mm | 190 mm | 140 mm | 190 mm | 150 mm | 190 mm | 150 mm | 190 mm |
| Maximum Stroke Time | 150 spm at diameter 153 mm | 100 spm | 150 spm at diameter 153 mm | 100 spm | 150 spm at diameter 153 mm | 100 spm | 150 spm at diameter 153 mm | 100 spm |
| Punch Die Number | 1 die | Up to 2 dies | Up to 3 dies | Up to 5 dies | Configurable | Configurable | Configurable | Configurable |
| Maximum Lift Depth | 35 mm | 55 mm | 35 mm | 55 mm | 35 mm | 55 mm | 35 mm | 55 mm |
| Maximum Shut Height | 485 mm | 466 mm | 485 mm | 466 mm | 505 mm | 466 mm | 505 mm | 466 mm |
| Maximum Shut Height Adjustment | 17 mm | 17 mm | 17 mm | 17 mm | 17 mm | 25 mm | 17 mm | 25 mm |
| Maximum Sheet Size | 1150 × 1150 mm | 1150 × 1150 mm | 1150 × 1150 mm | 1150 × 1150 mm | 1150 × 1150 mm | 1150 × 1150 mm | 1150 × 1150 mm | 1150 × 1150 mm |
| Main Power | 7.5 kW | 7.5 kW | 11 kW | 11 kW | 15 kW | 18.5 kW | 15 kW | 22 kW |
| Typical Production Function | 80 to 100 cpm at 1 die | 160 to 200 cpm at 2 dies | 240 to 300 cpm at 3 dies | 400 to 500 cpm at 5 dies | Application dependent | Application dependent | Application dependent | Application dependent |
This specification range illustrates a key advantage: scalability. A manufacturer can select a lower die-count configuration for moderate output or a five-die arrangement for large-volume production reaching 400 to 500 caps per minute under suitable conditions. This scalability gives the equipment a competitive advantage over single-configuration machines that may be either underpowered for future growth or oversized for current production needs.
One of the most significant advantages of this production line is its balance between high speed and forming stability. Some machines emphasize speed but struggle with accuracy at sustained output. Others provide forming force but lack efficient automation and are less suitable for high-volume production. This line offers a practical combination of automatic operation, rigid press structure, adaptable tooling, and production capacity suitable for industrial can-making environments.
Another advantage is customization. In global packaging markets, cap dimensions and profiles can vary by region, industry, filling method, and customer specification. A rigid, one-size-fits-all machine can limit a manufacturer’s ability to accept different orders. The tailor-made can-size capability of this line helps customers produce a wider range of products and respond more quickly to market changes. This flexibility can become a major commercial advantage for can manufacturers serving multiple clients.
The system also supports multi-die production, which is essential for high output. By increasing the number of dies, one press stroke can produce multiple components, greatly improving caps per minute. For example, a one-die arrangement may support 80 to 100 caps per minute, while a five-die arrangement may reach 400 to 500 caps per minute. This gives customers a direct path to higher productivity without relying only on faster machine cycling.
In addition, the press models offer suitable tonnage choices. Competitor machines may provide a narrow working pressure range, forcing customers to compromise. Too little pressure can cause forming defects, while too much machine capacity can increase investment and energy cost unnecessarily. With options from 120 kN to 900 kN, customers can choose a configuration aligned with their material, cap shape, and output target.
The production line’s advanced manufacturing origin is another advantage. Equipment built by a producer with long experience in can-making machinery benefits from accumulated process knowledge. Can manufacturing is not the same as general stamping. It requires understanding of tinplate behavior, coating protection, forming lubrication, die design, feeding accuracy, seaming compatibility, and downstream production. A specialized manufacturer can design equipment with these practical needs in mind.

Aerosol cans are pressure containers, and their components must be manufactured to strict standards. The cone and dome portions help define the shape, strength, and functional performance of the can. During use, aerosol cans may be exposed to internal pressure, transportation vibration, temperature changes, and handling impacts. Poorly formed components can create safety risks and quality failures. Therefore, the production line used to make these parts must deliver stable forming accuracy and consistent material flow.
The Tin Can Cap Production Line is categorized under aerosol cone and dome making because its punch pressing capability is suitable for producing formed metal caps and related components. The maximum lift depth options of 35 mm and 55 mm can support different product profiles. The ram stroke distance options allow adaptation to forming requirements. The press strength supports reliable shaping of metal sheets into required geometries.
For aerosol packaging manufacturers, high output is often necessary because aerosol products are widely used in household goods, personal care, automotive chemicals, industrial sprays, and other consumer and commercial products. Demand can be seasonal or order-driven, requiring factories to scale production efficiently. A line capable of 80 to 500 caps per minute depending on configuration gives producers the ability to match both routine and peak demand.
Dimensional repeatability is also critical in aerosol applications. The cap or dome must fit accurately with the can body and valve assembly. Even small inconsistencies may create problems during crimping, sealing, or pressure testing. The rigid press structure and specialized tooling approach help reduce variation and improve assembly compatibility.
Production speed is one of the most visible performance indicators for any cap-making line, but real efficiency depends on more than maximum speed. It also includes uptime, material utilization, die life, setup time, maintenance convenience, and the ability to produce acceptable parts continuously. A line that reaches high speed only briefly is less valuable than a line that maintains stable output throughout a full production shift.
This production line supports output planning through die-count flexibility. A one-die setup may be suitable for lower volumes, sampling, or specialized products. A two-die configuration doubles output potential without necessarily requiring a dramatic increase in press speed. Three-die and five-die arrangements further increase capacity for large-scale production. This multi-die approach allows manufacturers to increase output while maintaining controlled press operation.
The published production function indicates 80 to 100 caps per minute at one die, 160 to 200 caps per minute at two dies, 240 to 300 caps per minute at three dies, and 400 to 500 caps per minute at five dies. These figures demonstrate how capacity grows with tooling configuration. Such a structure gives factories a clear basis for planning production lines, labor allocation, packaging flow, and downstream assembly capacity.
Energy planning is also important. Main power values from 7.5 kW to 22 kW and total power values from 40 kW to 65 kW help customers evaluate electrical requirements before installation. Proper power planning reduces commissioning delays and supports safe factory layout. Since the machines are industrial systems with significant weight and dimensions, workshop planning should also consider foundation strength, access space, feeding direction, maintenance clearance, and material flow.
The maximum sheet size of 1150 × 1150 mm supports efficient sheet-fed operation. Sheet size affects material utilization and production rhythm. A properly designed cap layout can reduce scrap and increase yield. In cap production, every percentage point of material saving matters because metal sheet cost is a major part of total production cost. High-speed production makes material efficiency even more important because waste can accumulate quickly.
The production line’s compatibility with large sheet formats allows manufacturers to optimize nesting patterns for different cap diameters. When used with appropriate tooling and feeding arrangements, it can help produce large quantities of caps from each sheet while maintaining accuracy. Stable feeding reduces misalignment, which protects both material and dies.
For coated tinplate, handling quality is also important. Scratches, dents, or coating damage may reduce corrosion resistance or visual quality. Professional can-making equipment is designed with awareness of these material sensitivities. Smooth feeding, accurate positioning, and controlled forming all contribute to preserving the integrity of the metal sheet surface.
The strength of a cap production line depends not only on its design but also on the manufacturing capability of the company that builds it. Zhejiang Golden Eagle Food Machinery Co., Ltd. has been engaged in can-making machinery and can-making mold production since 1978. With more than four decades of continuous development, the company has accumulated experience across food can production lines, beverage can production lines, can lid production lines, chemical tank production lines, aerosol canister production lines, two-piece can production lines, and pop can production lines.
This background matters because can-making machinery requires precision and practical process knowledge. A manufacturer with experience in multiple can-making sectors can better understand how cap production connects with body making, welding, seaming, lid forming, feeding, cutting, and mold performance. The result is equipment designed not as an isolated machine, but as part of a complete packaging manufacturing ecosystem.
The company operates with more than 350 well-trained personnel, including experienced design and development staff and professional engineers. Such human resources support product development, process improvement, installation, commissioning, technical guidance, and after-sales service. In machinery projects, engineering support is often as important as the machine itself. Customers need assistance with layout planning, operation training, troubleshooting, and spare parts supply. A strong technical team improves the customer’s ability to achieve stable production faster.
The company has produced more than 10,000 pieces of can and can lid equipment, and its products are used by can manufacturers and canning factories in many markets. This large installation base reflects extensive practical validation. Equipment that has been used in different climates, factory environments, production requirements, and material conditions provides valuable feedback for continuous improvement.
High-quality press equipment requires precision manufacturing. The company uses CNC high-precision machining equipment and complete mechanical machining facilities. CNC machining improves dimensional accuracy, repeatability, and surface quality of key components. In a cap production press, the precision of machined parts affects alignment, motion stability, die installation accuracy, and long-term reliability.
Advanced machining also supports better mold and die manufacturing. Can-making molds must be accurate, durable, and well matched to the press. If the die geometry is inconsistent, even a strong press cannot produce high-quality caps. By combining machinery manufacturing and mold-making capability, the company can provide integrated solutions that improve compatibility between equipment and tooling.
The company’s design principles are influenced by established international can-making machinery concepts, while also incorporating its own production practice and innovation. This combination of reference to mature design ideas and continuous practical improvement helps create equipment that is both reliable and adapted to real customer needs. Long-term product development is especially important in can-making, where small improvements in feeding, forming, adjustment, and maintenance can significantly affect overall production efficiency.
Quality management is supported by ISO9001 certification, while environmental management is supported by ISO14001 certification. These certifications indicate structured management systems for quality consistency and environmental responsibility. For customers purchasing industrial machinery, such systems provide confidence that manufacturing processes, documentation, inspection, and improvement procedures are organized and traceable.

Durability is a central consideration in press equipment. A cap production line may operate for long shifts and produce millions of components over its service life. The frame, ram, drive system, adjustment mechanism, die mounting surfaces, and feeding components must withstand repeated loads without losing accuracy. A rigid O-frame design helps distribute forming forces and reduce deformation during operation.
Stable ram movement is essential for maintaining cap consistency. When the ram stroke is smooth and repeatable, the material is formed in a controlled way. This improves edge quality, forming depth, and overall geometry. It also reduces shock loads on the tooling. In high-speed production, mechanical stability protects the machine, the die, and the product.
The maximum shut height and adjustment range support die setup and process tuning. Operators need to install, align, and adjust dies accurately. A suitable shut height range makes the machine more versatile for different tooling sets. Adjustment capability helps achieve proper forming depth and pressure distribution. This is particularly useful when switching between cap sizes or when fine-tuning production after die maintenance.
Machine weight and dimensions reflect robust industrial construction. Depending on configuration, total weight may range from 18 tons to 27 tons, with large machine dimensions suitable for integrated production systems. Heavy construction can contribute to vibration reduction and forming stability. Proper installation and foundation planning further enhance machine performance.
One of the most important commercial strengths of the Tin Can Cap Production Line is its ability to serve various tailor-made can sizes. Packaging markets are diverse. Food cans, beverage cans, aerosol cans, chemical cans, and specialty containers may require different cap diameters, forming depths, profiles, and material thicknesses. Manufacturers that can respond to diverse product requirements have a stronger position in competitive markets.
Tailor-made capability allows customers to develop equipment around their actual business model. A factory focused on one high-volume aerosol cap may choose a high-output multi-die configuration. A manufacturer serving multiple product categories may prefer a configuration that supports faster changeover and broader tooling options. A company entering a new market may begin with moderate capacity and plan for future expansion.
Customization can also improve return on investment. When equipment is matched to product requirements, customers avoid paying for unnecessary capacity while still obtaining enough performance for their target output. This is better than selecting a generic machine that may require later modification or replacement. Professional project evaluation helps define suitable working pressure, stroke distance, die number, power configuration, and factory layout.
In addition, tailor-made production supports brand differentiation for can manufacturers. A unique cap shape, improved appearance, or optimized structural design can help customers serve premium packaging markets. The right production line and tooling can make these product innovations practical at industrial scale.
The Tin Can Cap Production Line is part of a wider family of can-making machinery solutions. The manufacturer supplies whole-set series products such as food can production lines, beverage can production lines, can lid production lines, chemical tank production lines, aerosol canister production lines, two-piece can production lines, and pop can production lines. This broad product range is valuable for customers who want more than a single machine.
When a supplier understands complete can production, it can better design each machine for integration. For example, cap production must align with can body dimensions, welding quality, necking or flanging requirements, seaming conditions, and final inspection standards. If the cap line is designed without considering downstream processes, production problems may appear later. A complete-system supplier can help prevent such mismatches.
For factories expanding capacity, integrated equipment planning can reduce project risk. Customers may need cutting machines, duplex slitters, automatic feeding machines, tin can auto-welding machines, lid end making machines, easy-open-end lid equipment, mold systems, and can body production equipment. Working with a supplier that understands these categories simplifies technical coordination and after-sales support.
Complete system knowledge also supports process optimization. If a customer experiences a defect, the cause may not be limited to one machine. It may involve material, tooling, feeding, forming, welding, or seaming. A supplier with broad expertise can provide more effective troubleshooting and technical guidance.
Automatic operation reduces reliance on manual handling and improves production consistency. In traditional manual or semi-automatic systems, operators may need to load sheets, position materials, remove parts, and monitor forming conditions closely. Manual variation can lead to inconsistent output, fatigue, and safety concerns. Automation helps stabilize the production process and allows operators to focus on supervision, quality checks, and maintenance.
Operator-friendly equipment should provide clear adjustment points, logical controls, accessible maintenance areas, and stable operation. Although high-speed presses are complex systems, good design can make daily operation more efficient. Training is still essential, especially for die installation, safety procedures, lubrication, inspection, and troubleshooting. The company provides technical guidance and operation training as part of after-sales service, helping customers build internal capability.
Safety is another important benefit of automation. Pressing operations involve high force and moving components. Properly designed automatic feeding and guarding reduce direct operator exposure to danger zones. Customers should always implement safe operating procedures, regular inspections, and training to ensure responsible production.
For industrial machinery, the true cost of ownership includes maintenance, spare parts, downtime, training, and service response. A production line with strong output but poor service support can become costly if problems interrupt production. The manufacturer provides after-sales service including installation, commissioning, technical guide, operation training, and timely parts supply. These services help customers maintain stable production after delivery.
Installation and commissioning are especially important for press lines. Correct leveling, alignment, electrical connection, lubrication setup, die testing, and trial production all affect final performance. Professional commissioning helps identify potential issues before full-scale production begins. It also helps operators learn correct procedures from the beginning.
Spare parts availability supports long-term equipment value. Wear parts and maintenance components must be available when needed. Fast parts supply reduces downtime and protects customer delivery schedules. Because the company has long experience and a broad equipment base, it can better understand which parts are critical and how to support customers efficiently.
Maintenance planning should include daily checks, lubrication, fastener inspection, die condition inspection, feeding accuracy verification, electrical system review, and safety device testing. Preventive maintenance is usually less expensive than emergency repair. Customers who maintain equipment properly can extend service life and preserve production accuracy.
The company’s products have been exported to countries across Europe, Asia, Africa, North America, South America, and Oceania, including Germany, Italy, the United Kingdom, Spain, Hungary, Russia, Australia, Jordan, Malaysia, the Philippines, Pakistan, Egypt, Algeria, Turkey, Mexico, Nigeria, and Iran. This international experience is important because customers in different regions may have different standards, factory conditions, materials, and production expectations.
Export experience helps a machinery supplier understand documentation, packing, shipping, installation support, language communication, and remote service requirements. For customers purchasing from overseas, these capabilities reduce uncertainty. A supplier familiar with international projects can better prepare equipment for transport, provide practical technical communication, and support commissioning in different environments.
Global use also demonstrates adaptability. A production line that performs in many markets must handle a range of materials, climate conditions, operator skill levels, and production requirements. Feedback from global customers supports continuous improvement and helps refine future equipment designs.
Competition in metal packaging is intense. Can manufacturers must control cost, improve quality, shorten delivery time, and handle diverse customer orders. A high-performance cap production line can support all of these goals. By increasing output, it reduces unit production time. By improving consistency, it reduces rejects and downstream problems. By supporting customization, it helps manufacturers accept more product types. By offering robust construction and service support, it protects long-term investment.
Compared with low-end machines, this production line provides stronger industrial capability and professional can-making design. Compared with overly complex imported systems, it can offer practical performance, broad customization, and responsive support from a specialized manufacturer with complete can-making equipment experience. This balance makes it attractive for factories seeking reliable production without unnecessary complexity.
The line is also valuable for manufacturers planning capacity expansion. A growing factory may need to increase cap output to match can body or filling line capacity. A scalable multi-die system provides a direct productivity path. Instead of adding several separate low-capacity machines, customers can use a higher-output integrated line, saving workshop space and simplifying production management.
Quality improvement is another competitive value. Stable cap dimensions reduce problems in seaming, assembly, and final testing. Better quality strengthens the can manufacturer’s reputation with brand owners and filling companies. In packaging supply chains, reliability is often a decisive factor in repeat business.

Selecting the correct cap production line configuration requires careful evaluation of product and production requirements. The first consideration is cap size and shape. Larger diameters or deeper forming profiles may require higher working pressure and longer stroke distance. The second consideration is material type and thickness. Harder or thicker metal may require stronger forming force and more robust tooling.
The third consideration is target output. If the factory needs moderate production, a one-die or two-die configuration may be sufficient. If the goal is large-scale production, three-die or five-die configurations can significantly increase caps per minute. Customers should also consider future demand. Selecting a configuration that allows growth may be more economical than replacing equipment later.
The fourth consideration is workshop layout. Machine dimensions, weight, feeding space, maintenance clearance, electrical supply, and foundation condition must be checked. A machine weighing up to 27 tons requires proper installation planning. Material flow should be designed so sheets enter efficiently and finished caps move smoothly to the next process.
The fifth consideration is tooling strategy. The die determines much of the product quality. Customers should work with the supplier to design tooling that matches cap geometry, material, and output requirements. If multiple cap sizes are planned, die changeover and storage should also be considered.
After installation, daily quality assurance is necessary to maintain stable production. Operators should inspect formed caps regularly for diameter, height, edge condition, surface quality, and forming consistency. Measurement frequency may depend on production speed, customer standards, and process stability. High-speed lines require disciplined inspection because large quantities can be produced in a short time.
Material inspection is also important. Tinplate thickness, hardness, coating condition, and flatness can affect forming quality. Even the best press cannot fully compensate for unsuitable material. Incoming material quality should therefore be controlled before production begins.
Tooling inspection should include die surface condition, alignment, wear, and fastening. Worn dies can cause burrs, scratches, inaccurate forming, or unstable dimensions. Regular maintenance extends die life and protects product quality. Lubrication and cleaning are also important to prevent material pickup and surface defects.
Production records help identify trends. If reject rates increase, operators can review material batches, die condition, machine settings, and maintenance history. A systematic approach to quality control reduces downtime and improves consistency.
Modern packaging manufacturers increasingly care about sustainability, waste reduction, and energy efficiency. Metal packaging itself is widely valued for recyclability, but production processes must also minimize waste. A stable cap production line supports sustainability by reducing scrap, improving material utilization, and producing consistent parts that do not require rework.
Accurate sheet feeding and optimized die layouts can reduce metal waste. Stable forming reduces defective caps. Reliable equipment reduces unnecessary stoppages and restart waste. Proper maintenance extends machine life, reducing the environmental impact associated with premature equipment replacement.
The manufacturer’s ISO14001 environmental management certification reflects attention to environmental responsibility in company operations. For customers, working with a supplier that recognizes environmental management can support broader sustainability goals in the packaging supply chain.
The main application is automatic punch pressing for metal can cap production, especially in aerosol cone and dome making. It can also support related formed metal cap components used in tinplate can manufacturing.
Depending on cap size, die number, and configuration, the line can operate from approximately 80 to 500 caps per minute. The press can reach up to 150 strokes per minute under suitable conditions, such as specified cap diameter and tooling arrangement.
Yes. The production line supports various tailor-made can sizes. Customers can select suitable configurations based on cap diameter, forming depth, material, output requirement, and die arrangement.
Multiple dies increase output because each press stroke can produce more than one cap. A one-die configuration may produce 80 to 100 caps per minute, while a five-die configuration may reach 400 to 500 caps per minute under suitable production conditions.
An O-frame press structure provides rigidity and balanced force transmission. This improves forming stability, die alignment, product consistency, and long-term machine durability.
Different models offer working pressures such as 120 kN, 160 kN, 450 kN, and 900 kN. This range allows customers to choose a machine suited to product size, material thickness, forming depth, and output target.
The line supports a maximum sheet size of 1150 × 1150 mm for key configurations. This is suitable for efficient sheet-fed cap production and optimized material utilization.
It improves efficiency through automatic operation and high output, reduces waste through stable forming, supports material utilization with sheet-fed production, and lowers long-term risk through durable construction and service support.
Support includes installation, commissioning, technical guidance, operation training, and timely spare parts supply. These services help customers begin production smoothly and maintain stable operation over time.
Can-making machinery requires specialized knowledge of metal forming, tooling, feeding, seaming compatibility, and production integration. A manufacturer with decades of experience and a broad product range can provide more practical equipment design and stronger technical support.
The Tin Can Cap Production Line is a high-value solution for manufacturers that require reliable, automatic, and scalable cap production. With O-frame pressing, multiple model options, working pressures up to 900 kN, stroke speeds up to 150 strokes per minute, and production capacity from 80 to 500 caps per minute depending on configuration, it provides the flexibility needed for modern aerosol cone and dome manufacturing.
Its advantages go beyond speed. The line supports tailor-made can sizes, multi-die production, stable forming, large sheet compatibility, and industrial durability. These features help can manufacturers improve output, reduce rejects, protect tooling, and respond to diverse market requirements. For factories producing aerosol cans, chemical cans, food cans, or specialty tinplate containers, a stable cap production line can directly improve final product quality and production competitiveness.
The equipment is backed by a manufacturer with a long history in can-making machinery, advanced CNC machining capability, professional engineering teams, ISO-certified management systems, and extensive global export experience. This combination of product performance and manufacturing strength creates a dependable solution for customers seeking long-term value in metal packaging production.
For companies planning new capacity, upgrading older equipment, or improving cap quality, this production line offers a practical balance of speed, precision, customization, and service support. In an industry where every component must meet strict requirements, investing in a professional tin can cap production line is a strategic step toward higher productivity, better reliability, and stronger competitiveness.
1. Metal Packaging Manufacturing Handbook, Industrial Press and Forming Technology Edition.
2. Tinplate Can Production and Quality Control Guidelines, Packaging Engineering Reference Series.
3. Aerosol Container Component Design and Manufacturing Standards, Metal Packaging Technical Manual.
4. Press Tooling and Sheet Metal Forming Principles, Mechanical Manufacturing Reference Collection.
5. Quality Management Practices for Can-Making Machinery Production, Industrial Equipment Manufacturing Studies.
Related Products
Founded in 1978, the company is one of the largest can-making machinery well-known companies at home and abroad.
Product Categories
Contact Information
Zhongshatou Shenjiamen Zhoushan Zhejiang China
+86-580-3056646
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى
 Español
Español







")




