2026-06-03
In modern can-making plants, the quality of the can end is as important as the body of the can itself. A stable, accurately formed, and consistently pressed end cover determines sealing performance, stacking strength, safety, appearance, and downstream production efficiency. The CNC Automatic Gantry O-Frame Pressing Machine is designed for high-speed metal can end manufacturing, especially for tinplate can bottom covers, base covers, large tank covers, chemical tank covers, and selected screw cap applications. It provides an automatic punching and pressing solution for manufacturers that require reliable output, flexible die configurations, and consistent dimensional accuracy over long production runs.
This machine belongs to the tin can lid and end making equipment category and is developed for production environments where speed, rigidity, and repeatability are critical. With available operating speeds up to 200 strokes per minute in selected configurations, and with model options that support different working pressures, strokes, die capacities, and cover sizes, it can be tailored to different can end manufacturing requirements. Its O-frame structure, gantry-style layout, automatic operation, and CNC-oriented manufacturing concept make it suitable for both established can makers and growing production facilities seeking to upgrade from manual or semi-automatic equipment.
Compared with ordinary single-purpose presses or lower-rigidity frame machines, the CNC Automatic Gantry O-Frame Pressing Machine offers significant advantages in structural stability, production continuity, tooling adaptability, and long-term service support. It is not merely a press; it is part of a complete can end production philosophy that combines mechanical strength, precision machining, application-specific engineering, and after-sales technical support. For producers of food cans, beverage cans, chemical tanks, aerosol containers, and other tinplate packaging products, this equipment can become a central unit in a high-efficiency lid production line.
CNC Automatic Gantry Press O-Frame Pressing Machine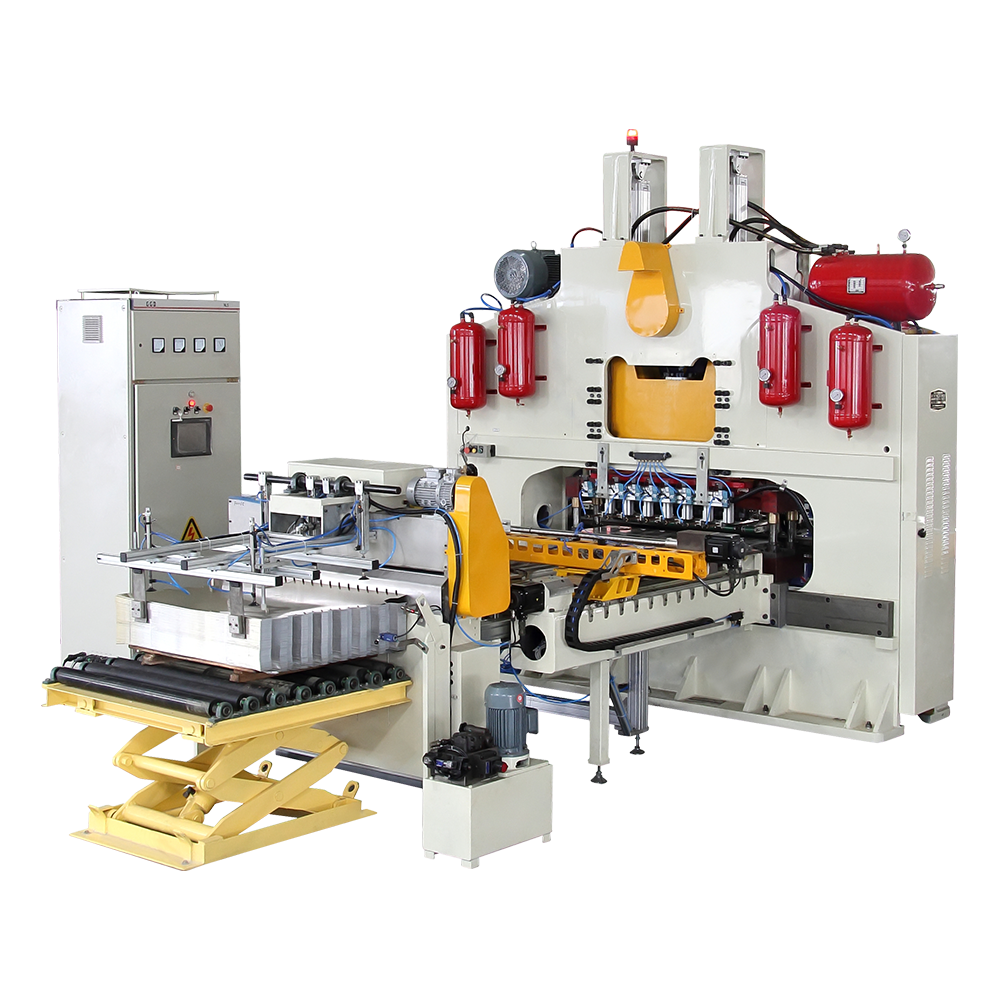
The CNC Automatic Gantry O-Frame Pressing Machine is primarily used for punch pressing and forming metal can ends. In can end production, the blank or pre-processed sheet material must be shaped accurately through tooling in order to form the correct profile, panel, countersink, curling area, strengthening features, or other structural elements required by the final can specification. The machine supports tailor-made can sizes and can be configured according to production volume, lid diameter, end type, and die arrangement.
The model series includes configurations such as CNC-C1B, CNC-C1D, CNC-C1W, CNC-C1H, CNC-C2, CNC-C12, CNC-C6, CNC-C6D, CNC-C6W, and CNC-C8. These models cover different production needs, from high-pressure large-capacity manufacturing to smaller specialized cap production. Working pressure ranges from compact configurations to heavy-duty 2500KN pressing capability. Stroke values include 80mm, 100mm, 105mm, 140mm, and 190mm depending on model, enabling the machine series to adapt to various forming depths and tooling structures.
The application range includes bottom covers, base covers, large tank covers, chemical tank covers, and four-screw caps. This means the machine is not limited to one narrow product type. Instead, it can serve multiple market segments, including food packaging, industrial packaging, chemical containers, and specialty tinplate products. In facilities that produce different can sizes or handle seasonal order changes, this flexibility can reduce the need for multiple unrelated press systems and improve total equipment utilization.
Automatic operation is another defining characteristic. Manual feeding and manual press operation can lead to inconsistent cycle times, higher labor demand, and increased quality variation. By using automatic feeding and pressing coordination, the machine supports stable production rhythm, helps reduce operator fatigue, and improves safety when properly integrated into a complete production line. The combination of high mechanical capacity and automation makes it particularly valuable for manufacturers that need to deliver large quantities of consistent can ends within strict production schedules.
The O-frame structure is one of the most important design characteristics of this machine series. In a pressing operation, frame deflection can directly affect product accuracy, tooling life, and operational stability. When the frame lacks sufficient rigidity, the upper and lower dies may not remain precisely aligned under load. This can result in uneven forming, burrs, accelerated die wear, and higher rejection rates. The O-frame design helps maintain structural balance during pressing, supporting better load distribution and improved alignment of the tool set.
For can ends, small dimensional variations can become serious problems during seaming and sealing. A lid that appears acceptable after pressing may still create defects during double seaming if its profile, panel depth, flange characteristics, or curl geometry is inconsistent. A rigid press frame contributes to repeatable pressing conditions, which supports downstream stability in lining, curling, conversion, packing, and seaming processes. The O-frame design therefore has value far beyond the pressing station itself; it supports the reliability of the entire can-making chain.
Gantry-style construction adds another layer of practical benefit. A gantry arrangement can provide a strong, accessible, and production-friendly layout, particularly for large plate widths and multi-die operations. With a plate width of up to 1150×1150mm on many models, the machine can accommodate efficient tooling layouts for multiple ends. Larger die loading capacity means more pieces can be formed per stroke, improving output without simply increasing mechanical speed. In can-making, output is not only about strokes per minute; it is about how many qualified ends are produced per minute, per hour, and per shift.
Compared with conventional lower-capacity presses, the O-frame gantry system is better suited for long production runs where consistency matters. A machine that performs well for a short demonstration but loses alignment or suffers vibration under continuous industrial use is not sufficient for serious can manufacturers. The CNC Automatic Gantry O-Frame Pressing Machine is built to support industrial-scale production through a combination of frame rigidity, precision machining, and model-specific engineering.
One major advantage of this machine is the combination of speed and stability. Certain configurations can reach up to 200 strokes per minute, while other models operate at around 180 strokes per minute for common lid diameters such as Φ52-99 and around 150 strokes per minute for larger sizes such as Φ153. In practical terms, this allows manufacturers to select a model that balances speed, can end size, die count, and pressing force rather than relying on a one-size-fits-all solution.
Another important advantage is die capacity. Several models support multiple dies, with some configurations allowing up to 15 dies for Φ52-99 end production. More dies per stroke can significantly increase actual output. For example, a press operating at a moderate speed but using a high-capacity die layout may produce more ends per minute than a faster press with fewer cavities. This approach improves efficiency while avoiding excessive mechanical stress associated with chasing speed alone.
The range of working pressure also makes the product series competitive. Light, medium, and heavy-duty applications require different force levels. A small screw cap application does not require the same force as a large chemical tank cover. The availability of models with working pressure values such as 450KN, 900KN, 1200KN, and 2500KN allows manufacturers to match equipment capacity to real production requirements. This prevents underpowered operation and avoids unnecessary investment in oversized systems when a smaller model is sufficient.
Closed height and closed height adjustment are also important for tooling flexibility. Most models provide a largest closed height around 395mm, while selected models provide 364mm or 425mm. Maximum closed height adjustment is generally 17mm, with selected heavy-duty configurations offering 25mm. These specifications allow the machine to accommodate different die structures and production conditions. For manufacturers that change products or develop new lids, tooling adaptability can be a significant long-term advantage.
The machine’s automatic operation improves productivity and consistency compared with manual or semi-automatic methods. Automation helps maintain a stable rhythm, reduces dependence on operator speed, and supports integration with upstream feeding and downstream collecting or transfer systems. In markets where labor costs are rising and quality requirements are becoming stricter, this level of automation helps manufacturers protect both cost efficiency and product quality.

The following table summarizes selected model specifications from the CNC Automatic Gantry O-Frame Pressing Machine series. Actual configurations can be tailored according to can size, die design, production volume, plant layout, and customer requirements.
| Model | Working Pressure | Stroke | Maximum Speed Reference | Typical Die Capacity | Main Application |
| CNC-C1B | 900KN | 105mm | Up to 200spm | Up to 15 dies for Φ52-99; up to 6 dies for Φ153 | Bottom cover and base cover production |
| CNC-C1D | 900KN | 105mm | 180spm for Φ52-99; 150spm for Φ153 | Up to 7 dies for Φ52-99; up to 2 dies for Φ153 | Bottom cover and base cover production with two-empty layout |
| CNC-C1H | 900KN | 140mm | 180spm for Φ52-99; 150spm for Φ153 | Single-die configurations for larger cover work | Large tank covers and chemical tank covers |
| CNC-C2 | 450KN | 100mm | Up to 200spm | Up to 2 dies for Φ52-99; up to 1 die for Φ153 | Bottom cover and base cover production |
| CNC-C12 | 2500KN | 80mm | Up to 200spm | Up to 15 dies for Φ52-99 and Φ153 | High-capacity double-row die production |
| CNC-C6 | 1200KN | 105mm | 180spm for Φ52-99; 150spm for Φ153 | Up to 8 dies for Φ52-99; up to 3 dies for Φ153 | Bottom cover and base cover production |
| CNC-C6D | 1200KN | 105mm | 180spm for Φ52-99; 150spm for Φ153 | Up to 8 dies for Φ52-99; up to 3 dies for Φ153 | Bottom cover and base cover production with two-empty layout |
| CNC-C8 | 120KN | 190mm | Up to 200spm | Single-die configurations | Four-screw cap production |
The specifications demonstrate that the series is not limited to one production scenario. Instead, it covers multiple pressing requirements through a structured model range. Manufacturers can choose a compact or lower-force model for specialized caps, a medium-duty model for common tin can ends, or a heavy-duty model for high-capacity or larger-diameter production. This modular product strategy is a major advantage for customers planning new production lines or upgrading existing can end systems.
In can end manufacturing, production efficiency should be evaluated by qualified output rather than by nominal machine speed alone. A press that operates at high speed but creates unstable quality, frequent stoppages, or rapid tooling wear may produce lower net output than a more robust machine running at a carefully controlled rate. The CNC Automatic Gantry O-Frame Pressing Machine is designed around the principle of stable high-speed production, combining mechanical rigidity with multi-die productivity.
The ability to load multiple dies is central to this productivity advantage. When a model such as CNC-C1B or CNC-C12 is configured with a large number of dies for smaller lid diameters, the output per stroke can be multiplied. This means the machine can produce large quantities without relying solely on extremely high stroke frequency. Lower mechanical stress per produced end can contribute to better long-term reliability, more predictable maintenance intervals, and more stable product geometry.
Automatic operation also reduces idle time. In manual or less integrated systems, the press may be ready to cycle, but feeding delays, operator coordination, or manual handling can reduce actual production. A well-integrated automatic gantry press helps maintain continuous operation and supports smoother material flow. This is particularly important in large factories where upstream sheet preparation and downstream end handling must operate in harmony.
Another efficiency benefit is product change adaptability. Because the machine series supports various can sizes and tailor-made configurations, manufacturers can arrange tooling according to their market requirements. A plant serving multiple customers may need to produce different lid diameters within the same month or even the same week. Equipment that supports flexible tooling and stable setup adjustment can reduce changeover complexity and protect delivery schedules.
The machine also supports efficient energy and space planning. Different models have different main power and total power ratings, allowing customers to select a configuration that matches production needs and factory infrastructure. Installation dimensions are clearly defined, helping production engineers plan equipment layout, maintenance access, feeding direction, and logistics flow. This practical engineering transparency is valuable when building a new can end line or modernizing an older plant.
A high-performance pressing machine depends not only on design but also on manufacturing quality. Zhejiang Golden Eagle Food Machinery Co., Ltd. has a long history in can-making machinery and can-making molds, beginning in 1978. Over decades of development, the company has accumulated extensive application experience in food can production lines, beverage can production lines, can lid production lines, chemical tank production lines, aerosol canister production lines, two-piece can production lines, and pop can production lines. This background gives the company a practical understanding of what can manufacturers need on the factory floor.
The company uses CNC high-precision machining equipment and complete mechanical machining equipment in its manufacturing process. For a gantry O-frame press, machining accuracy is essential. The frame, slide components, die mounting surfaces, guide systems, transmission elements, and adjustment structures must be processed with strict dimensional control. If machining tolerances are poor, even a strong design cannot achieve stable alignment. CNC machining helps ensure that critical surfaces and component relationships are produced consistently.
Advanced machining also improves interchangeability and maintenance quality. In industrial equipment, spare parts and replacement components must fit accurately when service is required. A manufacturer with complete machining capabilities can control quality internally, respond to technical requirements, and support customers over the equipment’s long service life. This is a significant advantage over suppliers that depend heavily on external processing without deep control over machining procedures.
The company’s product design philosophy references established international principles from well-known can-making machinery traditions while being continuously improved through practical production experience. This combination of benchmarked engineering and field-driven optimization is important. Can-making equipment must perform under real production conditions, where material variation, dust, lubrication, speed requirements, operator habits, and maintenance routines all affect performance. A design refined through long-term practice can often solve problems that are not obvious in theoretical design alone.
Quality management is supported by ISO9001 certification, while environmental management is supported by ISO14001 certification. These certifications indicate structured systems for quality control and environmental responsibility. For international customers, such management systems help reduce procurement risk and provide confidence that the supplier follows documented processes. In machinery procurement, buyers are not only purchasing steel, motors, and controls; they are purchasing a manufacturer’s process discipline.
The company has produced more than 10,000 pieces of can and can lid equipment. This production record is meaningful because can-making machinery involves specialized knowledge that cannot be gained quickly. Each machine delivered to a customer provides feedback about material behavior, tool wear, speed requirements, production layouts, and regional market needs. Over time, this feedback becomes engineering experience that benefits future equipment designs.
With more than 350 trained personnel and experienced design and development engineers, the company has the manpower and technical foundation needed to support complex equipment projects. A CNC automatic gantry O-frame pressing machine is not a simple commodity press. It may need to be matched with feeding systems, dies, end size requirements, plant layout constraints, and production targets. Engineering teams must understand not only the machine itself but also the surrounding production process.
The company’s long experience in can-making molds is especially relevant. Pressing performance depends greatly on die quality. A press and a die must work as a system. If the machine is rigid but the die design is poor, product quality may still suffer. If the die is accurate but the press lacks stability, tooling life and product consistency may decline. A manufacturer with both machinery and mold experience can better coordinate the relationship between equipment capability and tooling design.
This integrated knowledge is an advantage over suppliers that focus only on general press manufacturing. Can end production has special requirements related to material thickness, coating protection, forming sequence, profile accuracy, edge quality, and downstream seaming compatibility. A general-purpose press maker may provide force and speed, but may not fully understand the complete can end process. By contrast, a specialized can-making machinery manufacturer can design equipment around real packaging industry needs.
International export experience is another strength. The company’s products have been exported to many regions, including Europe, Asia, Africa, North America, South America, and Oceania. Experience with different countries and production environments helps the company understand varied voltage standards, plant conditions, operator training levels, product specifications, and service expectations. This global application experience supports better project communication and more practical equipment recommendations.

The machine can be used in several production scenarios. In food can manufacturing, bottom covers and base covers must meet strict sealing and hygiene-related requirements. The lid must form correctly and consistently so that it can be lined, handled, and seamed reliably. A stable pressing machine helps reduce deformation and dimensional variation, supporting the quality expectations of food packaging customers.
In beverage and related packaging applications, speed and consistency are especially important. High-volume production requires machines that can run reliably over long shifts. Although different beverage end systems may require specialized processes, the same principles of rigidity, precision, and automation remain essential. The gantry O-frame press provides a strong foundation for end-forming operations where accuracy and output must be balanced.
In chemical tank and large cover production, pressing force and machine stability become even more important. Larger covers may require greater forming force, deeper strokes, or specific transmission arrangements. Models such as CNC-C1H are designed mainly for large tank covers and chemical tank covers, supporting the heavier-duty requirements of industrial container production. The ability to produce large covers with stable quality expands the machine’s usefulness beyond ordinary food can ends.
For screw cap production, specialized configurations such as CNC-C8 can support four-screw cap manufacturing. This demonstrates the adaptability of the series. Instead of being limited to circular food can ends, the machine family can address more specialized cap structures when matched with appropriate tooling and production planning.
For manufacturers running multiple product lines, a carefully selected model can become part of a broader can-making system. It may work alongside cutting machines, duplex slitters, automatic feeding machines, tin can auto-welding machines, EOE lid making machines, aerosol can making machines, two-piece can making machines, and mold systems. Since the company supplies whole-set series products, customers can discuss complete line compatibility rather than purchasing isolated equipment without integration support.
Can end quality depends on consistent forming pressure, accurate tooling alignment, stable material positioning, and repeatable mechanical movement. The CNC Automatic Gantry O-Frame Pressing Machine supports these factors through a rigid frame, automatic operation, adjustable closed height, and production-specific die loading capability. When these elements work together, manufacturers can reduce common defects such as uneven forming, poor edge quality, inconsistent profiles, and dimensional drift.
The pressing process must protect coated tinplate surfaces as much as possible. Excessive vibration, poor feeding, or misalignment can scratch coatings or create stress concentrations. A stable machine helps maintain controlled contact between material and tooling. This is important because can ends often require corrosion resistance and food safety compatibility. Even small surface defects can become costly if they lead to rejection or downstream complaints.
Repeatability also affects seaming performance. The can end must match the can body within controlled tolerances. If the end profile varies, seam quality may become unstable, leading to leakage risk or reduced shelf-life confidence. By improving consistency at the pressing stage, the machine indirectly supports the reliability of final packaged goods.
Tooling life is another quality-related issue. Misalignment and impact instability can damage dies, increase burr formation, and create frequent maintenance needs. A strong O-frame structure and accurate machining help reduce abnormal stress on tooling. Longer die life reduces replacement costs and helps keep product quality stable over longer production periods.
Quality is also supported by the manufacturer’s experience with molds and complete production lines. When customers need assistance with can size selection, die configuration, or production flow, the supplier’s technical background can help avoid mismatches. This is especially valuable for new projects where equipment, tooling, and product specifications must be decided together.
Factory managers often evaluate equipment based on productivity, maintenance, operator requirements, floor space, energy use, and delivery reliability. The CNC Automatic Gantry O-Frame Pressing Machine addresses these concerns through a balanced design. Its high-speed capability supports output targets, while its model diversity helps match capital investment to actual demand.
Automatic operation reduces dependence on manual handling and supports more predictable labor planning. Instead of assigning operators to repetitive feeding and pressing tasks, factories can focus labor on monitoring, inspection, material preparation, and maintenance. This can improve working conditions and reduce production variability caused by operator fatigue.
The machine’s defined installation dimensions support layout planning. Many models use an installation size around 8000×6310×3170mm, while selected compact models may use smaller dimensions. Knowing the footprint helps engineers plan safe access, maintenance areas, material storage, and transportation paths. Proper layout planning reduces congestion and supports smoother production.
Power requirements vary by model, allowing plants to choose according to production scale and electrical infrastructure. For example, main power values include 4kw, 5.5kw, 7.5kw, 11kw, 15kw, and 22kw across the model series, while total power values vary according to configuration. This allows a factory to avoid both under-capacity and unnecessary energy investment.
Maintenance planning benefits from strong manufacturing quality and supplier support. The company provides after-sales service including installation, commissioning, technical guidance, operation training, and timely parts supply. These services are important because even high-quality equipment must be properly installed and operated. Training helps operators understand correct procedures, while commissioning ensures the machine begins production under suitable conditions.
When comparing this machine with ordinary alternatives, buyers should look beyond the purchase price. A lower-cost press may appear attractive at first, but if it has limited rigidity, poor die compatibility, weak support, or low long-term reliability, its total cost can become much higher. The CNC Automatic Gantry O-Frame Pressing Machine offers advantages in several areas that influence total ownership value.
First, the series provides specialized can end functionality rather than generic pressing capability. It is developed for can lid and end production, which means its specifications, die capacities, and application descriptions match real packaging industry tasks. Specialized design reduces the risk of adapting a general press to a process it was not optimized for.
Second, the machine series offers configuration choice. Buyers can select from models with different pressures, strokes, speeds, weights, and production functions. This is more flexible than suppliers that provide only one or two standard models. A tailored solution can improve return on investment because the customer pays for the capacity they need and avoids unsuitable specifications.
Third, the company has a long manufacturing history and a large installed base. More than four decades of experience and over 10,000 pieces of can and can lid equipment produced suggest a mature understanding of industry needs. Procurement teams often prefer suppliers with proven history because machinery purchases affect production for many years.
Fourth, the company’s advanced manufacturing base supports quality control. CNC high-precision machining and complete mechanical processing capability help ensure structural accuracy and durable equipment performance. This is a practical advantage over assemblers that lack deep machining control.
Fifth, the supplier’s whole-line knowledge improves project support. Since the company also supplies food can production lines, beverage can production lines, can lid production lines, chemical tank production lines, aerosol canister production lines, two-piece can production lines, pop can production lines, and related molds, it can support broader production planning. Customers can discuss how the press fits into an entire manufacturing system rather than treating it as an isolated unit.
A pressing machine performs best when integrated with suitable feeding, transfer, and downstream handling systems. Automatic feeding helps maintain consistent material supply and reduces the risk of irregular manual placement. The CNC Automatic Gantry O-Frame Pressing Machine can be considered together with automatic feeding equipment and other line components to create a smoother production process.
In a typical can end production setup, material preparation may include sheet cutting, slitting, blanking, forming, curling, lining, drying, stacking, and packing depending on the final product. The pressing stage must coordinate with these processes. If the press output exceeds downstream capacity, bottlenecks may occur. If feeding is unstable, the press may not achieve its expected productivity. Therefore, complete line planning is essential.
The company’s broad product category coverage supports such planning. Its product range includes food and beverage can making machines, tin can lid end making machines, cutting machines, duplex slitters, milk powder can making machines, EOE lid making machines, tin can auto-welding machines, aerosol cone and dome making equipment, chemical tank making machines, automatic feeding machines, aerosol can making machines, two-piece can making machines, and molds. This wide product range helps customers build coordinated systems from material preparation to final can or lid production.
For customers upgrading an existing plant, integration support is equally important. A new press may need to fit with older upstream or downstream equipment. The supplier’s engineers can help evaluate production flow, space, and technical requirements. This reduces installation risk and helps the customer reach stable production more quickly.
The product information states that the machine can support various tailor-made can sizes. This is a key advantage because can packaging markets are diverse. Food cans, milk powder cans, aerosol containers, chemical tanks, and specialty caps may require different diameters, materials, end profiles, and tooling layouts. A tailor-made approach allows customers to obtain equipment matched to their actual product portfolio.
Tailor-made capability can also support market expansion. A manufacturer may begin with one common lid size but later add new products. If the machine has appropriate adjustability and die compatibility, the factory can respond more quickly to new orders. This flexibility is especially valuable for contract manufacturers and exporters serving multiple customers.
Model selection should be based on several factors, including lid diameter, material thickness, required profile, production volume, die count, available floor space, electrical capacity, and downstream process speed. A high-capacity model may be ideal for mass production of standard ends, while a specialized model may be better for lower-volume but technically demanding covers. The series provides options for both strategies.
Customization also involves tooling. Since the company has experience in can-making molds, it can better understand the relationship between machine capacity and die design. A successful tailor-made project requires cooperation between the customer and supplier on product drawings, samples, production targets, material specifications, and quality standards.

Industrial machinery performance depends heavily on correct installation and commissioning. Even a well-built machine can underperform if it is installed on an unsuitable foundation, aligned incorrectly, connected improperly, or operated without adequate training. The supplier provides after-sales service that includes installation, commissioning, technical guidance, operation training, and spare parts support.
During installation, factors such as floor strength, leveling, access space, electrical connection, air supply if required, lubrication, safety protection, and line connection must be checked. Commissioning verifies that the machine runs smoothly, tooling is installed correctly, feeding is coordinated, and product quality meets requirements. This process helps prevent early failures and avoids unnecessary production delays.
Operator training is equally important. Operators need to understand machine startup and shutdown procedures, safety precautions, adjustment methods, routine inspection points, lubrication requirements, and abnormal condition responses. Proper training reduces the risk of accidents and helps maintain stable output. Maintenance personnel also benefit from technical guidance on inspection, wear parts, alignment checks, and troubleshooting.
Spare parts support affects long-term equipment value. A press used in continuous production must have access to replacement components when needed. The company’s commitment to supplying parts quickly helps customers reduce downtime. For international buyers, reliable spare parts support is often one of the most important factors in supplier selection.
Choosing the correct model begins with the product to be manufactured. If the target is common bottom covers or base covers in smaller diameters, a model with high die capacity and fast operation may be suitable. If larger Φ153 ends are required, the customer should consider die capacity and speed for larger sizes. If large tank covers or chemical tank covers are the main product, a model designed for heavier-duty cover production may be more appropriate.
Production volume is another key factor. A high-volume plant should consider die count, speed, maintenance requirements, and downstream matching. A smaller plant may prioritize flexibility, lower power demand, and easier setup. The machine series offers a range from compact specialized configurations to heavy-duty high-capacity models.
Tooling strategy must also be considered. Multi-die configurations can increase output dramatically, but they require accurate die design, stable feeding, and sufficient press capacity. The customer should work with the supplier to determine whether single-die, multi-die, double-row, or two-empty configurations are most suitable for the required product.
Factory layout and installation space should not be ignored. Large models require adequate floor area and safe working access. Material flow should be planned so that sheets, blanks, finished ends, and scrap movement do not interfere with operators or other equipment. Good layout planning improves both productivity and safety.
Finally, buyers should consider future growth. If market demand is expected to increase, selecting a model with additional capacity may be wise. If future product diversification is likely, tooling flexibility and closed height adjustment may be especially important. A machine should be selected not only for today’s order but also for tomorrow’s opportunity.
The machine is mainly used for automatic punch pressing and forming of metal can ends, including bottom covers, base covers, large tank covers, chemical tank covers, and selected screw cap products. It is designed for high-speed, stable, and repeatable can end manufacturing.
The O-frame structure improves rigidity and load distribution during pressing. This helps maintain die alignment, reduce frame deflection, improve product consistency, protect tooling, and support stable operation during long production runs.
Selected configurations can operate up to 200 strokes per minute. Some models run at approximately 180 strokes per minute for Φ52-99 end sizes and approximately 150 strokes per minute for larger Φ153 ends. Actual speed depends on model, lid size, die configuration, material, and production conditions.
Yes. The machine supports various tailor-made can sizes. Model selection and tooling design can be adjusted according to lid diameter, product profile, material thickness, output requirement, and factory layout.
The main advantages include specialized can end design, strong O-frame rigidity, multi-die productivity, automatic operation, multiple model choices, high-precision manufacturing, integrated mold knowledge, and professional after-sales support. These advantages help reduce quality variation, improve output, and lower long-term operational risk.
The machine can be used in food can production, beverage packaging, chemical tank manufacturing, aerosol-related packaging, tinplate container production, and specialty cap manufacturing. It is suitable for manufacturers that require consistent metal end forming.
Die capacity determines how many ends can be produced in each stroke. A machine with higher die capacity can produce more qualified ends per minute without relying only on higher stroke speed. This improves practical output and can reduce mechanical stress per finished part.
The supplier provides installation, commissioning, technical guidance, operation training, and spare parts support. These services help customers start production smoothly, train operators, maintain equipment correctly, and reduce downtime.
A buyer should consider the can end diameter, product type, required forming pressure, production volume, die count, available factory space, power supply, downstream capacity, and future product plans. Technical consultation with the supplier is recommended before final selection.
The CNC Automatic Gantry O-Frame Pressing Machine is a specialized, high-efficiency solution for metal can end production. Its advantages come from the combination of rigid O-frame construction, gantry-style layout, automatic operation, multiple model choices, high die capacity, and application-specific engineering. It is suitable for manufacturers producing bottom covers, base covers, large tank covers, chemical tank covers, and selected screw cap products.
For can makers, the value of this equipment is not limited to speed. Its true value lies in stable qualified output, tooling adaptability, long-term durability, and integration with complete production systems. The machine helps improve consistency at the pressing stage, which supports downstream processes such as lining, handling, and seaming. By reducing variation and supporting high productivity, it contributes to better manufacturing efficiency and stronger product reliability.
The manufacturer’s strengths further increase the machine’s competitiveness. With decades of can-making machinery experience, advanced CNC machining capability, complete mechanical processing resources, ISO-certified management systems, a large installed base, international export experience, and whole-line production knowledge, Zhejiang Golden Eagle Food Machinery Co., Ltd. provides not only equipment but also technical support for practical can manufacturing. For companies seeking to upgrade can end production, expand capacity, or build a new production line, this machine series offers a dependable and flexible foundation.
1. Technical product specifications for CNC automatic gantry O-frame pressing machines for can end production.
2. Industrial practice materials on tinplate can lid and end manufacturing processes.
3. Quality management principles based on ISO9001 manufacturing system requirements.
4. Environmental management principles based on ISO14001 industrial production system requirements.
5. General engineering references on press frame rigidity, die alignment, and metal forming repeatability.
6. Can-making production line engineering references covering feeding, pressing, lining, seaming, and complete line integration.
Related Products
Founded in 1978, the company is one of the largest can-making machinery well-known companies at home and abroad.
Product Categories
Contact Information
Zhongshatou Shenjiamen Zhoushan Zhejiang China
+86-580-3056646
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى
 Español
Español












