2026-06-05
In modern can manufacturing, the quality of the lid, end, cone, dome, and drawn component depends not only on the press that supplies force, but also on the tooling that shapes metal with repeatable accuracy. The Conversion Press Drawing Die is a specialized mold system designed for converting tinplate, tin-free steel, aluminum, and related sheet materials into accurately drawn can-making components. It is an essential product for manufacturers that require stable geometry, clean forming, long tool life, and consistent production efficiency across high-volume lines.
As a mold product used in can-making machinery, the Conversion Press Drawing Die supports the industrial production of food cans, beverage cans, milk powder cans, aerosol can components, easy-open ends, chemical container parts, and other metal packaging structures. Its value lies in its ability to transform flat or pre-cut metal blanks into formed parts with controlled wall thickness, smooth radii, precise dimensions, and minimized defects. In competitive can-making environments, a die that reduces scrap, shortens adjustment time, and sustains dimensional stability can directly improve profitability.
The product is especially relevant for factories operating tin can making machines, tinplate can production lines, can lid production lines, aerosol can production equipment, two-piece can production systems, and automatic feeding or slitting lines. Because the drawing die is positioned at the heart of the forming process, its accuracy affects downstream operations such as curling, seaming, compound lining, welding, stacking, conveying, leak testing, and packaging. A high-quality die helps the entire production line operate with fewer interruptions and more predictable output.
Zhejiang Golden Eagle Food Machinery Co., Ltd. has long experience in manufacturing can-making machinery and can-making molds. Established in 1978 and located in Zhoushan, Zhejiang Province, China, the company has developed a strong foundation in precision machining, mold design, can production line engineering, and after-sales technical support. Its background as a professional manufacturer of can-making equipment and molds gives the Conversion Press Drawing Die a practical advantage: the tooling is developed with knowledge of the full production line, not only as an isolated component.
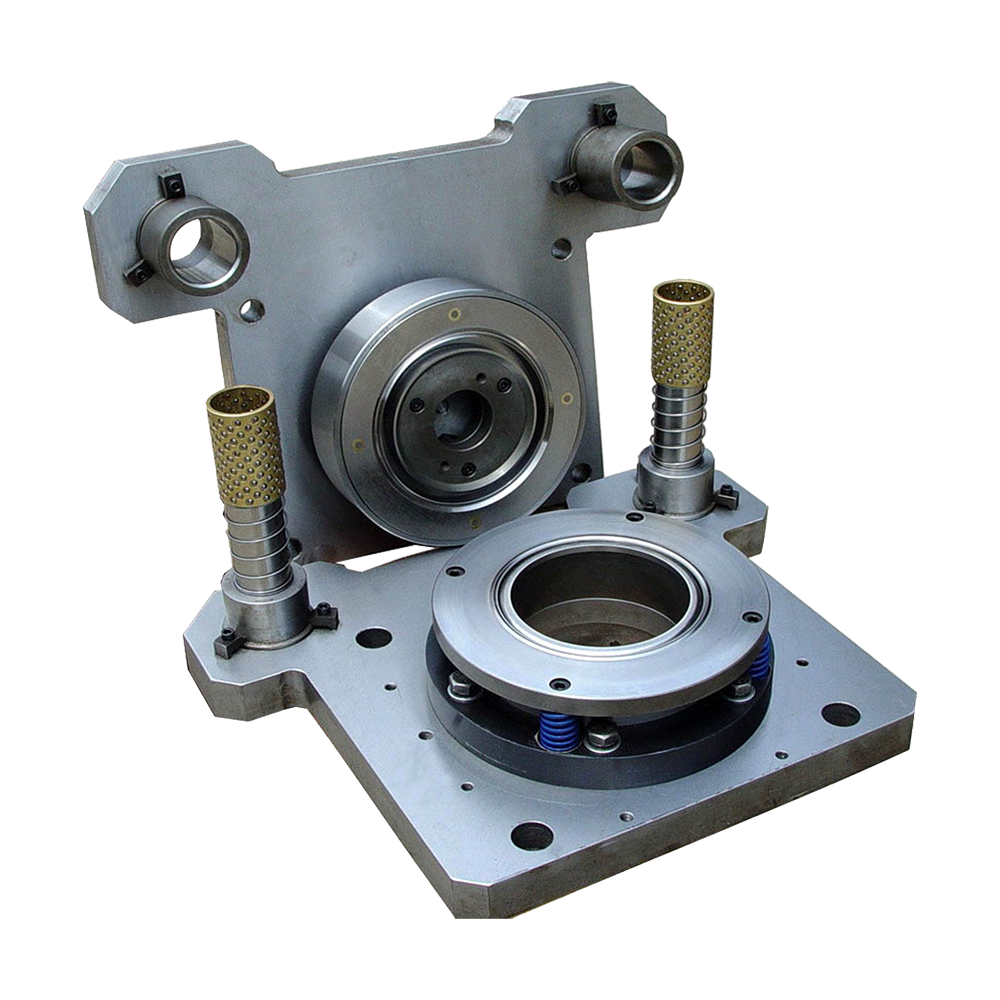
The Conversion Press Drawing Die is a precision mold assembly used in a conversion press to draw, shape, reform, or calibrate metal components used in can manufacturing. In general terms, drawing is the process of forcing sheet metal into a die cavity through the action of a punch, thereby creating a three-dimensional form from a flat sheet or shallow preform. In can-making, this operation must be extremely controlled because small deviations can lead to wrinkles, cracks, uneven heights, unstable stacking, improper sealing, or poor compatibility with later production steps.
The product category is Mold, but its function extends beyond a simple tool. It acts as an engineered forming system that must coordinate with the press stroke, blank holder force, material properties, lubrication, feed position, ejection movement, press speed, and downstream transfer conditions. A successful drawing die must therefore combine mechanical strength, accurate geometry, surface quality, wear resistance, and maintainable structure.
The Conversion Press Drawing Die is suitable for conversion presses that produce can ends, lids, caps, domes, cones, and other precision formed parts. Depending on customer requirements, it may be configured for different material thicknesses, drawing depths, panel profiles, rim structures, and production speeds. It can be designed for single-station or multi-station processes, and it may work together with cutting, scoring, curling, embossing, or reforming operations in a complete end-making or can-component line.
One of the most important characteristics of the product is dimensional repeatability. In can-making, millions of parts may be produced in continuous batches, and even a small accumulated variation can create serious problems. For example, a lid with a slightly inconsistent curl may cause seaming instability, while an aerosol dome with improper contour may affect pressure resistance. The Conversion Press Drawing Die is engineered to maintain consistent forming conditions over long production cycles, helping manufacturers meet strict tolerance requirements.
The die also provides a strong balance between precision and durability. Since can-making lines often operate at high speed, tooling is exposed to repeated impact, friction, pressure, and heat generated by continuous motion. Materials, heat treatment, surface finishing, and assembly methods must be selected to resist deformation and wear. A high-performance die not only produces accurate parts at the beginning of operation but continues doing so after extended use.
Can manufacturing is a process in which every stage depends on the previous stage. If the drawing process is unstable, later operations cannot fully correct the error. A distorted panel, cracked corner, or unbalanced flange may remain visible in the final product or create hidden weaknesses during filling, sterilization, transportation, or storage. For this reason, the drawing die is a key quality-control component rather than a secondary accessory.
In food and beverage packaging, dimensional accuracy affects product safety and sealing reliability. A can end must match the body and seaming equipment precisely. If the formed end is too high, too low, too thin in critical areas, or uneven around the circumference, the seam may not reach the required standard. In milk powder cans, stable lid structures support product protection and consumer convenience. In aerosol containers, domes and cones must provide pressure strength and leak resistance. In chemical tanks, formed metal parts must withstand more demanding handling and product environments.
Manufacturers also face economic pressure. Tinplate and aluminum materials represent a large share of production cost. A die that reduces wrinkling, tearing, and trimming waste can generate meaningful savings. At the same time, unplanned downtime is expensive. If a mold requires frequent polishing, alignment, repair, or replacement, the whole line loses productivity. A reliable Conversion Press Drawing Die reduces these hidden costs by supporting longer operating intervals and faster setup.
Competitors may provide generic drawing tooling, but can-making requires industry-specific expertise. The shape of a can end or aerosol component is not only a visual design; it is connected to pressure performance, stacking behavior, seaming compatibility, and material-saving strategy. A die manufacturer with long experience in can lines understands how a small radius change, clearance adjustment, or surface finish improvement can influence full-line performance. This is one of the practical advantages of sourcing a drawing die from a company that manufactures both machinery and molds.
The Conversion Press Drawing Die is designed to provide advantages in accuracy, durability, forming stability, efficiency, customization, and production-line compatibility. These advantages are especially valuable for factories seeking to upgrade existing can-making equipment or improve the consistency of newly installed production lines.
The first major advantage is precision. The die is manufactured with high-accuracy machining methods and controlled inspection procedures, allowing it to form components with consistent height, diameter, contour, radius, and flange characteristics. Precision is essential for parts that must interact with other equipment, such as curling machines, lining machines, seamers, stackers, and automatic feeders.
Precision also reduces adjustment time. When tooling is accurately manufactured and assembled, operators spend less time compensating for eccentric forming, uneven pressure, or poor part release. Stable die geometry helps production teams reach acceptable output more quickly after installation, changeover, or maintenance.
Drawing metal is fundamentally a material-flow process. If metal flows too freely, wrinkles may appear. If it is restricted too much, cracks or excessive thinning can occur. The Conversion Press Drawing Die is designed to guide the material through controlled deformation. This may involve suitable draw radii, blank-holder surfaces, clearances, lubricant-friendly finishes, and structural rigidity.
Optimized material flow is particularly important when working with tinplate or tin-free steel because coatings and surface treatments must remain intact as much as possible. Excessive friction can damage coatings or cause forming marks. A refined die surface and correct forming geometry help protect the material surface while achieving the desired shape.
Tool life is a critical factor in production cost. A die with poor material selection or weak heat treatment may wear quickly, causing dimensional drift and surface defects. The Conversion Press Drawing Die is designed for long-term use through robust steel selection, precision heat treatment, accurate grinding, and careful surface finishing. Wear-prone sections can be designed for maintainability or replacement depending on the application.
Long service life reduces the frequency of shutdowns. In high-volume can manufacturing, even a short interruption can reduce daily output significantly. Durable tooling helps manufacturers maintain predictable production planning and reduces dependence on emergency repairs.
Modern can-making plants require speed. High-speed operation imposes demands on alignment, ejection, lubrication, and vibration control. The Conversion Press Drawing Die is designed to operate smoothly in a production environment where repeatability is required over thousands or millions of cycles. Properly engineered guide components, rigid structures, and accurate mating surfaces help maintain stability during rapid press movement.
High-speed compatibility is not only about surviving faster motion; it is about producing acceptable parts at speed. A die may produce good parts slowly but fail when the line accelerates. The design of this product supports stable forming under practical production conditions, helping customers improve throughput without sacrificing quality.
Can-making products vary widely. Food can ends, beverage can ends, milk powder lids, aerosol domes, aerosol cones, chemical tank components, and two-piece can parts all require different forming logic. The Conversion Press Drawing Die can be developed according to customer drawings, sample parts, production requirements, press specifications, material details, and line configuration.
Customization allows the die to match real factory conditions. This includes press tonnage, stroke length, shut height, feeding method, transfer direction, blank size, material grade, coating type, and expected production speed. By aligning tooling design with the customer’s existing or planned equipment, the die can provide more reliable production performance than a universal off-the-shelf tool.
Scrap reduction is one of the most direct benefits of a well-engineered die. Common forming defects include wrinkles, cracks, wall thinning, scratches, off-center drawing, height variation, and improper edge formation. Each defect represents wasted material, labor, and machine time. By improving forming stability and dimensional control, the Conversion Press Drawing Die helps reduce reject rates.
Better yield also improves downstream efficiency. When formed parts are consistent, automatic feeding, stacking, and transfer systems can operate with fewer jams. Operators spend less time sorting defective parts or adjusting downstream machines to compensate for upstream variation.
The design of a Conversion Press Drawing Die involves multiple engineering considerations. Although the exact configuration depends on the customer’s part and production requirements, several technical principles are commonly important.
The die cavity determines the final form of the component. Its geometry must be designed to achieve the required contour while avoiding sharp transitions that could create high stress. Radii must be selected carefully to balance formability and final shape. In many can components, the panel profile, countersink region, flange zone, and edge characteristics all influence final performance.
Precision cavity machining ensures that each part is formed consistently. If the cavity is uneven or improperly polished, defects may appear repeatedly at the same location. Careful machining and inspection reduce such risks.
The punch forces material into the die cavity. Its shape, surface finish, hardness, and alignment are critical. A punch that is not properly matched to the die can cause uneven clearance, material dragging, scoring, or eccentric forming. The punch must also withstand repeated loading without deformation.
For can-making applications, punch surfaces often require a fine finish to reduce friction and protect the metal sheet. Smooth forming surfaces help maintain coating integrity and reduce visible marks on the product.
The blank holder controls the movement of material during drawing. Too little holding force can allow wrinkles; too much can cause tearing. The die design must support balanced pressure distribution. Depending on the press and part type, blank holding may be mechanical, pneumatic, hydraulic, or spring-based.
A well-designed blank-holder system provides stable material flow from the outer blank toward the cavity. It also helps compensate for minor material variations, allowing the production process to remain stable across batches.
Clearance between punch and die affects wall thickness, surface quality, and forming force. If clearance is too tight, the material may be scratched or excessively thinned. If it is too loose, the part may lose accuracy. The correct clearance depends on material thickness, mechanical properties, coating, drawing depth, and final tolerance requirements.
The Conversion Press Drawing Die is manufactured with attention to tolerance control. Precision machining and fitting ensure that the designed clearance is achieved in real components, not only in drawings.
After forming, the part must be released from the die smoothly. Poor ejection can deform the part, slow the press, or cause jams. The die may include ejectors, strippers, air assistance, or other release mechanisms based on the application. Smooth part release is especially important in high-speed lines because even occasional sticking can interrupt production.
Proper surface finishing, suitable draft where applicable, and accurate alignment help reduce release resistance. The result is better production rhythm and lower risk of damaged parts.

The following table summarizes how a well-engineered Conversion Press Drawing Die can compare with ordinary or generic drawing tooling in common can-making production concerns. The comparison is presented as a practical guide rather than a fixed specification, because actual performance depends on part design, material, press condition, lubrication, and operating discipline.
| Evaluation Area | Conversion Press Drawing Die | Ordinary Generic Drawing Tooling | Production Impact |
|---|---|---|---|
| Dimensional Stability | Designed for consistent can-component geometry and controlled tolerances | May require more adjustment to maintain repeatability | Improves seaming, stacking, and downstream compatibility |
| Material Flow | Optimized radii, clearances, and surfaces for tinplate and related materials | Often based on general forming assumptions | Reduces wrinkles, cracks, and coating damage |
| Service Life | Manufactured with durable materials, heat treatment, and precision finishing | May wear faster under high-volume production | Reduces downtime and maintenance cost |
| Customization | Can be matched to customer press, material, and product profile | May have limited adaptation to specific line conditions | Shortens commissioning and improves output quality |
| High-Speed Suitability | Designed for stable operation in practical can-making environments | May perform adequately at lower speeds but less reliably at high speeds | Supports higher throughput with fewer interruptions |
| Line Integration | Developed with knowledge of can-making machinery and downstream operations | May focus only on the forming station | Enhances whole-line efficiency and product consistency |
The Conversion Press Drawing Die can be used across a wide range of can-making sectors. Its application depends on the part geometry, material, and production objective. Because the company also supplies machinery for food can production lines, beverage can production lines, can lid production lines, aerosol canister production lines, chemical tank production lines, two-piece can production lines, and related equipment, the die can be considered within a broader manufacturing ecosystem.
Food cans require reliable sealing and resistance to thermal processing. Ends and lids must maintain shape during filling, seaming, sterilization, cooling, transportation, and storage. A drawing die used in food can component production must support precise panel profiles and stable curl or flange preparation. Consistent forming helps reduce seam defects and supports food safety requirements.
Beverage packaging often demands high production speed and excellent appearance. Even small scratches, uneven panels, or unstable end dimensions can become unacceptable. The Conversion Press Drawing Die helps create repeatable formed parts suitable for high-volume beverage packaging applications. When used with other lid-making processes, it contributes to efficient production and reliable end performance.
Easy-open ends require especially precise forming because the end must combine panel strength with consumer opening performance. The conversion press may be involved in forming shells, panels, or profiles that later receive scoring, riveting, tab assembly, and other operations. A stable drawing die helps ensure that subsequent easy-open end processes work within their intended tolerance range.
Milk powder packaging often emphasizes appearance, sealing, stacking, and consumer-friendly lid fit. Components may need precise shallow drawing, smooth contours, and attractive surface quality. The die can be customized for milk powder can parts where consistent dimensions support both machine assembly and final package presentation.
Aerosol cans require domes and cones that can withstand internal pressure and meet safety expectations. The geometry of these parts is closely connected to strength. A drawing die for aerosol components must form metal accurately without excessive thinning or stress concentration. The Conversion Press Drawing Die supports controlled shaping for such pressure-related components, helping manufacturers produce safe and reliable aerosol packaging.
Chemical containers and tanks may use heavier or more demanding metal parts than common food cans. Tooling must be robust and able to maintain geometry under higher forming loads. The die can be designed for appropriate material thickness and product requirements, supporting consistent production of industrial packaging components.
A mold is only as good as its manufacturing process. The Conversion Press Drawing Die benefits from advanced production methods, experienced engineering, and quality management. Zhejiang Golden Eagle Food Machinery Co., Ltd. has accumulated decades of experience in can-making machinery and mold production, allowing it to combine practical field knowledge with precision manufacturing.
The manufacturing process begins with understanding the customer’s product. Engineers consider part drawings, samples, press specifications, material grade, production speed, and downstream operations. A die intended for a can lid may require different forming priorities than a die intended for an aerosol dome. The design stage defines geometry, component structure, material selection, clearances, and maintenance strategy.
Experienced engineers can anticipate forming risks before production. For example, if a customer requires a deep profile in a thin sheet material, the design may need optimized radii, pressure control, or staged forming. If the part must maintain a coating surface, friction control and polishing become especially important. Practical knowledge helps reduce trial-and-error during commissioning.
The company adopts CNC high-precision machining equipment and complete mechanical machining equipment. CNC machining allows complex die profiles to be produced with repeatable accuracy. For drawing dies, the relationship between surfaces is critical. Concentricity, flatness, parallelism, and profile accuracy influence how material flows during forming.
High-precision machining reduces manual correction and improves interchangeability of components. It also allows consistent reproduction of tooling when customers require replacement parts, additional cavities, or duplicate die sets for multiple production lines.
Die components must resist wear, impact, and deformation. Appropriate steel selection and heat treatment are essential. Heat treatment improves hardness and strength, while controlled processing helps prevent distortion. A die that is too soft may wear quickly; a die that is too brittle may crack. The correct balance depends on the forming load and operating conditions.
Material control is also part of quality assurance. The manufacturer must ensure that die steels and related components meet the requirements of the application. Consistent material properties support stable performance over long service periods.
Surface finish plays a major role in drawing performance. Rough surfaces increase friction, create scratches, and may damage coated sheet metal. Overly aggressive polishing, however, can alter geometry if not controlled. Therefore, finishing must be performed with both craftsmanship and measurement discipline.
Precision grinding establishes accurate dimensions, while polishing improves surface smoothness in forming contact zones. Proper surface finishing supports better material flow, cleaner part appearance, easier ejection, and reduced lubricant sensitivity.
After individual components are machined and finished, the die must be assembled accurately. Alignment between punch, die cavity, blank holder, guide elements, and ejection components is essential. Even well-machined parts can perform poorly if assembly is inaccurate. Skilled fitting ensures that the die operates as a coordinated system.
Assembly may include checking movement, contact patterns, clearances, fastener security, guide precision, and ejection behavior. The goal is to deliver a die that can be installed and commissioned efficiently at the customer’s site.
The company has been certified to ISO9001 quality management system and ISO14001 environmental management system. Quality management supports standardized production, inspection, and improvement. For a precision die, inspection may involve dimensional checks, surface checks, assembly verification, and trial evaluation depending on project requirements.
Quality control is not only about identifying defects; it is about ensuring that design intent becomes production reality. When a die is manufactured under controlled procedures, customers gain confidence in its performance and repeatability.

The Conversion Press Drawing Die is backed by a manufacturer with a long history in the can-making industry. Founded in 1978, Zhejiang Golden Eagle Food Machinery Co., Ltd. was formerly known as Zhejiang Food Machinery Factory and Zhoushan Mold Factory. This background gives the company a deep connection to both machinery and mold manufacturing.
With more than 350 well-trained personnel and experienced design and development engineers, the company has the human resources required to support complex projects. Can-making tooling often requires communication between customer production teams, mechanical designers, process engineers, and service technicians. A larger and experienced technical team can respond more effectively to varied customer needs.
The company has produced more than 10,000 pieces of can and can lid equipment. This production history is valuable because every project contributes to practical knowledge. Engineers learn how different materials behave, how customers operate equipment, what kinds of defects occur in real factories, and how tooling can be improved. Such experience is difficult for newer or less specialized competitors to replicate.
The company’s product range includes food can production lines, beverage can production lines, can lid production lines, chemical tank production lines, aerosol canister production lines, two-piece can production lines, pop can production lines, cutting machines, duplex slitters, tin can auto-welding machines, automatic feeding machines, EOE lids making machines, and molds. Because the company understands the full can-making process, it can design a drawing die that fits into practical production rather than only meeting a drawing dimension.
Its products have been exported to many countries across Europe, Asia, Africa, North America, South America, and Oceania. Export experience is important because customers in different regions may have different materials, standards, operating habits, and maintenance capabilities. A supplier with international project experience is more likely to understand how to deliver equipment and tooling that can perform under diverse industrial conditions.
The company also provides after-sales service, including installation, commissioning, technical guidance, operation training, and parts supply. For a precision die, service capability matters. Even the best-designed tool must be installed correctly, adjusted properly, and maintained with understanding. Technical support helps customers reach stable production faster and solve issues more efficiently.
In the market for can-making molds, customers may find many suppliers offering drawing dies. However, the real difference is often revealed during commissioning, long-term operation, and defect control. The Conversion Press Drawing Die offers several competitive advantages based on specialization, manufacturing capability, industry experience, and line-integration knowledge.
General metal-forming die makers may understand stamping, but can-making has its own rules. Metal packaging requires thin material, high speed, strict repeatability, coating protection, and compatibility with downstream seaming or filling requirements. The Conversion Press Drawing Die is developed within a company focused on can-making machinery and molds, giving it a stronger practical foundation for this specific industry.
Some competitors sell only tooling and may not fully understand how the formed component behaves in the rest of the line. In contrast, this die is supported by knowledge of cutting, feeding, welding, lid forming, EOE production, aerosol component making, and complete can production lines. This helps ensure that the die supports the whole manufacturing process.
More than four decades of development provide a deep base of lessons learned. Long-term experience helps the company refine designs, improve manufacturing methods, and avoid common errors. Customers benefit from solutions that have been shaped by many years of production practice.
The use of CNC high-precision machining equipment and complete mechanical machining capability supports accurate and consistent die production. In tooling, small errors can have large consequences. Precision manufacturing gives the product an advantage in forming quality and long-term stability.
Customers often require tooling adapted to their product design, material, and press. The company offers OEM and ODM can-making machinery and production-line solutions, and this customization capability extends naturally to molds. A customized die can reduce compromise and improve compatibility with customer goals.
A die’s performance depends partly on installation, operation, and maintenance. Competitors without strong service resources may leave customers to solve problems alone. The company’s service support, including commissioning and technical guidance, provides added value beyond the physical product.
The Conversion Press Drawing Die contributes to efficiency in several ways. First, it can reduce setup and trial time because accurate tooling is easier to align and tune. Second, it can reduce scrap by producing more stable parts. Third, it supports smoother line operation because consistent parts are easier to transfer, stack, curl, line, seam, or assemble. Fourth, its durability reduces maintenance interruptions.
Efficiency should be understood as a whole-line result. A drawing die that runs well for one hour but causes downstream stacking problems is not truly efficient. A die that produces clean parts but requires constant polishing is also not ideal. The best tooling improves productivity across an entire production cycle, from startup to continuous operation to scheduled maintenance.
For factories expanding capacity, reliable tooling helps avoid bottlenecks. If press output is inconsistent, other machines cannot reach their designed speed. A stable drawing die supports balanced production, allowing the line to operate closer to its planned capacity.
Finished can components must meet visual, dimensional, and functional standards. The drawing die affects all three. Visually, smooth forming surfaces help reduce scratches and marks. Dimensionally, precise tooling helps maintain height, profile, and diameter. Functionally, controlled forming helps maintain strength, sealing compatibility, and pressure resistance where required.
In food cans, quality supports safe sealing and storage. In beverage applications, it supports appearance and high-speed line acceptance. In aerosol cans, it contributes to pressure performance. In chemical containers, it supports durability and reliability. The Conversion Press Drawing Die therefore helps manufacturers protect both their production efficiency and their final product reputation.
Although the die is designed for durability, proper maintenance is essential for long service life. Operators should keep forming surfaces clean and properly lubricated according to material and process requirements. Dust, metal particles, dried lubricant, or coating debris can increase friction and create scratches.
Regular inspection should focus on wear areas, guide components, fasteners, blank-holder surfaces, punch edges, die radii, and ejection mechanisms. Early detection of wear prevents minor issues from becoming major failures. If part dimensions begin to drift or defects appear repeatedly in the same location, the die should be checked before production continues at high volume.
Correct storage is also important. When the die is not in use, it should be protected from corrosion, impact, and contamination. Precision surfaces should not be exposed to careless handling. Maintenance records can help track service intervals and predict when polishing, component replacement, or adjustment may be needed.
Operator training is a practical part of maintenance. Skilled operators understand the relationship between material, lubrication, press settings, and tooling condition. Training provided during installation or commissioning helps the customer’s team use the die correctly and respond to production signals.
Choosing the correct die requires more than providing a part name. Customers should prepare detailed information so the tooling can be designed accurately. Useful information includes product drawings, sample parts, material type, material thickness, coating condition, required output speed, press model, press tonnage, stroke, shut height, feeding direction, lubrication method, and downstream process requirements.
If the customer is replacing an existing die, it is helpful to describe current production problems. These may include cracking, wrinkling, unstable height, excessive wear, difficult ejection, surface scratches, or long setup time. Understanding these issues allows engineers to improve the new design rather than simply duplicate old problems.
For new production lines, customers should consider future capacity and product variation. If multiple sizes or profiles are expected, modularity, changeover strategy, and spare-part planning may be important. A professional supplier can help evaluate these factors and recommend a practical tooling solution.
Tinplate can making machinery production lines require synchronized equipment. Cutting machines and duplex slitters prepare sheets or strips; feeding systems move material accurately; presses and molds form lids or bodies; welding machines join can bodies; lining and curing systems prepare seals; testing machines verify quality; and packaging systems organize finished products. The drawing die operates in one stage, but its influence spreads throughout the line.
For tinplate can making machinery production lines, stable tooling supports the central goal of producing large volumes of consistent containers. Tinplate is valued for its strength, formability, and protective coating, but it must be formed carefully. The die helps convert this material into reliable packaging components while preserving material efficiency.
In tin can making machinery production lines, tooling compatibility also affects changeover. Manufacturers often need to produce different can sizes or lid formats. Well-designed molds can reduce the complexity of product transitions, especially when supported by clear documentation and service guidance.

Sustainability in can manufacturing is closely connected to material efficiency, energy efficiency, and equipment life. A drawing die that reduces scrap helps conserve metal and coating resources. A die that runs smoothly reduces wasted machine time and energy. A durable die reduces the need for frequent replacement and emergency shipping of parts.
ISO14001 environmental management certification reflects the manufacturer’s attention to environmental management practices. In practical production, the environmental value of a high-quality die comes from reducing waste and supporting stable, efficient manufacturing. Customers aiming to improve sustainability can view tooling quality as part of their broader resource-saving strategy.
Cost control is also improved through predictable maintenance. Instead of reacting to sudden failures, manufacturers can plan service intervals and spare-part inventory. This reduces production risk and helps maintain delivery schedules for their own customers.
Commissioning is the bridge between manufacturing and production. During commissioning, the die is installed in the press, aligned, tested, and adjusted. Proper commissioning verifies that part dimensions, forming quality, ejection, feeding, and line transfer meet requirements. It also provides an opportunity to train operators and maintenance staff.
The company provides technical guidance and operation training as part of its after-sales service. This support is especially valuable for customers introducing new product designs, upgrading older lines, or working with unfamiliar materials. Effective commissioning can shorten the learning curve and reduce startup scrap.
Parts supply is another important service. Over time, wear components may need replacement. A supplier with manufacturing records and machining capability can provide compatible parts more efficiently, helping customers restore performance without redesigning the entire system.
Consider a can manufacturer producing a high volume of formed lids. If an ordinary die creates a small percentage of wrinkled or dimensionally unstable parts, the direct material loss may appear manageable at first. However, the hidden costs include operator inspection time, downstream machine jams, seamer adjustment issues, customer complaints, and production delays. Over millions of parts, these losses become substantial.
By using a more precise Conversion Press Drawing Die, the manufacturer can reduce defect frequency, stabilize output, and improve downstream compatibility. Even if the initial tooling investment is higher than a basic alternative, the total cost of ownership may be lower because of reduced scrap, fewer stoppages, longer service life, and improved product reliability.
This is why professional can manufacturers often evaluate tooling not by purchase price alone but by production performance. A die is a productivity asset. Its value should be measured across its working life.
A Conversion Press Drawing Die is a precision mold assembly used in a conversion press to form sheet metal into can-making components such as lids, ends, domes, cones, and related drawn parts. It controls metal flow so the finished component meets required dimensions and performance standards.
The die can be designed for common can-making materials such as tinplate, tin-free steel, aluminum, and coated metal sheets. The final design depends on material thickness, hardness, coating type, and drawing depth.
Can lids and ends must have accurate shape, stable height, proper panel profile, and reliable edge characteristics. If the drawing operation is unstable, later processes such as curling, lining, scoring, tab assembly, or seaming may be affected. A high-quality die improves the reliability of these downstream operations.
It reduces scrap by controlling material flow, maintaining accurate clearances, minimizing wrinkles and cracks, improving surface finish, and supporting stable ejection. Better dimensional repeatability also reduces rejects in downstream production stages.
Yes. The die can be designed according to the customer’s press specifications, including tonnage, stroke, shut height, feeding direction, installation space, and production speed. Providing detailed equipment information helps ensure proper compatibility.
Customers should provide product drawings or samples, material specifications, thickness, production speed requirements, press model, press parameters, downstream process details, and any current production problems. This information supports accurate design and efficient project communication.
Compared with ordinary tooling, the Conversion Press Drawing Die is more specialized for can-making applications. It offers improved dimensional stability, better material-flow control, longer service life, stronger customization, and better integration with complete can production lines.
Maintenance includes cleaning forming surfaces, using proper lubrication, inspecting wear areas, checking guide components, monitoring part dimensions, protecting precision surfaces, and replacing worn components when necessary. Regular maintenance helps extend service life and maintain product quality.
Yes. Support can include installation, commissioning, technical guidance, operation training, and parts supply. This assistance helps customers achieve stable production and maintain tooling performance.
The die is suitable for food can manufacturing, beverage can manufacturing, milk powder can production, easy-open end production, aerosol can component production, chemical tank production, and other metal packaging applications that require accurate drawn components.
The Conversion Press Drawing Die is a critical mold product for precision can and lid manufacturing. It supports the accurate transformation of sheet metal into formed components used in food cans, beverage cans, milk powder cans, aerosol containers, chemical tanks, easy-open ends, and other metal packaging products. Its performance affects not only the forming station but the entire production line, including feeding, stacking, curling, lining, seaming, welding, testing, and final packaging.
Its main advantages include high dimensional precision, optimized material flow, long service life, compatibility with high-speed production, customization for specific applications, reduced scrap, and strong integration with can-making machinery. These benefits help manufacturers improve yield, reduce downtime, control costs, and enhance finished product quality.
Backed by decades of experience, advanced CNC machining capability, complete mechanical processing equipment, certified quality and environmental management systems, and broad international project experience, Zhejiang Golden Eagle Food Machinery Co., Ltd. provides a strong manufacturing foundation for this product. The company’s knowledge of complete can-making production lines gives the die an advantage over generic tooling because it is designed with real industrial use in mind.
For manufacturers seeking reliable tin can making machinery production line components, tinplate can production support, or specialized molds for lid and end forming, the Conversion Press Drawing Die offers a practical and high-value solution. By combining precision engineering with can-making expertise, it helps production lines operate more smoothly, produce more consistent parts, and achieve better long-term efficiency.
ASM International. Sheet Metal Forming: Fundamentals and Applications. ASM International Materials Engineering Publications.
Boljanovic, Vukota. Sheet Metal Forming Processes and Die Design. Industrial Press.
Kalpakjian, Serope, and Steven R. Schmid. Manufacturing Engineering and Technology. Pearson.
Altan, Taylan, and A. Erman Tekkaya. Sheet Metal Forming: Processes and Applications. ASM International.
Hosford, William F., and Robert M. Caddell. Metal Forming: Mechanics and Metallurgy. Cambridge University Press.
ISO 9001 Quality Management Systems: Requirements. International Organization for Standardization.
ISO 14001 Environmental Management Systems: Requirements with Guidance for Use. International Organization for Standardization.
Metal Packaging Manufacturers Association. Technical Guidance for Metal Packaging Production and Quality Control.
Related Products
Founded in 1978, the company is one of the largest can-making machinery well-known companies at home and abroad.
Product Categories
Contact Information
Zhongshatou Shenjiamen Zhoushan Zhejiang China
+86-580-3056646
 English
English
 中文简体
中文简体
 русский
русский
 عربى
عربى
 Español
Español